Minerals are the hidden architects of our modern world, silently shaping the products and technologies that define our daily lives. These geological treasures, extracted from the Earth’s crust, play pivotal roles in everything we use, from the moment we wake up until we rest our heads at night. In our exploration of the “Top 10 Minerals Used in Everyday Life,” we uncover the diverse and ubiquitous nature of these essential elements. From the gleaming screens of our smartphones to the solid foundations of our homes, each mineral contributes uniquely to the functionality and innovation of contemporary society. Join us on a fascinating journey through the remarkable applications of these minerals, as we reveal how they quietly but powerfully influence our routines and make our modern lifestyle possible.
1. Quartz (Silica)
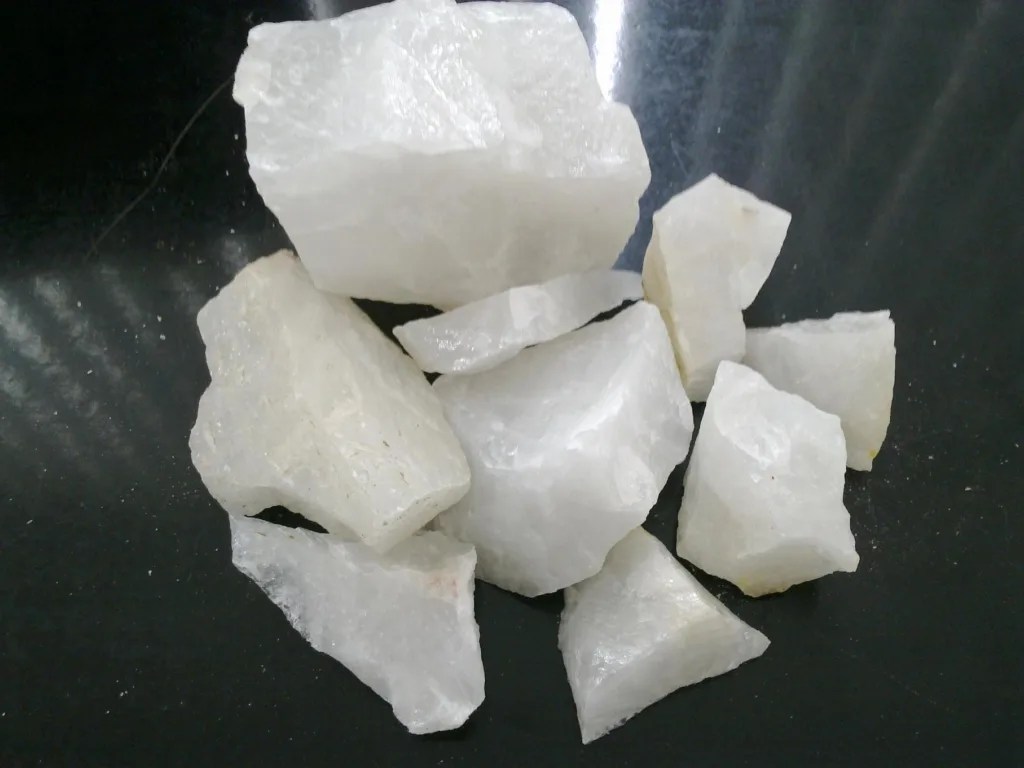
Quartz, also known as silica, is one of the most abundant and versatile minerals on Earth. Its chemical composition is silicon dioxide (SiO2), and it occurs in a variety of forms, from large crystals to microscopic grains. The importance of quartz in various industries cannot be overstated, as it plays a crucial role in numerous applications that shape our modern world.
In glass production, quartz is the primary component due to its unique properties. Its transparency and ability to withstand high temperatures make it ideal for creating a wide range of glass products. When heated to extreme temperatures, quartz melts and can be molded into various shapes, forming the basis for windows, eyeglasses, and screens of electronic devices. The purity of quartz used in glass production directly affects the quality and clarity of the final product. For instance, high-purity quartz is essential in the production of optical fibers used in telecommunications, where even minute impurities can significantly impact signal transmission.
The electronics industry heavily relies on quartz crystals for precision timekeeping. Quartz exhibits a phenomenon known as the piezoelectric effect, where it generates an electric charge when mechanical stress is applied, and conversely, it changes shape when an electric field is applied. This property is harnessed in quartz oscillators, which provide highly accurate timekeeping in watches, clocks, and various electronic devices such as smartphones and computers. The stability and accuracy of quartz oscillators have revolutionized timekeeping, making it possible to synchronize global communications and navigation systems with unprecedented precision.
In the construction industry, quartz plays a vital role in enhancing the strength and durability of building materials. When used in concrete production, quartz sand acts as an aggregate, contributing to the overall strength and wear resistance of the concrete. The hardness of quartz (7 on the Mohs scale) makes it an excellent abrasive material, used in sandblasting and polishing applications. Additionally, quartz is used in the production of engineered stone countertops, combining crushed quartz with resins to create durable and aesthetically pleasing surfaces for kitchens and bathrooms.
Beyond these primary applications, quartz finds use in numerous other fields. In the solar energy sector, high-purity quartz is essential for manufacturing photovoltaic cells and mirrors used in solar panels and concentrating solar power systems. The semiconductor industry relies on ultra-pure quartz for the production of silicon wafers, which form the basis of computer chips and other electronic components. In the field of optics, quartz is used to create lenses and prisms for various scientific instruments due to its excellent light transmission properties across a wide range of wavelengths.
The mining and processing of quartz are significant industries in themselves. Major quartz deposits are found in countries like Brazil, the United States, and Madagascar. The extraction and processing of quartz require specialized techniques to maintain its purity, particularly for high-tech applications. Environmental concerns related to quartz mining, such as dust pollution and habitat disruption, have led to increased efforts in sustainable mining practices and the development of synthetic quartz alternatives for certain applications.
As technology advances, new applications for quartz continue to emerge. Research into quartz-based materials for quantum computing and advanced sensors promises to expand the mineral’s importance in cutting-edge technologies. The versatility and abundance of quartz ensure its continued significance in shaping our technological and industrial landscape for years to come.
2. Feldspar

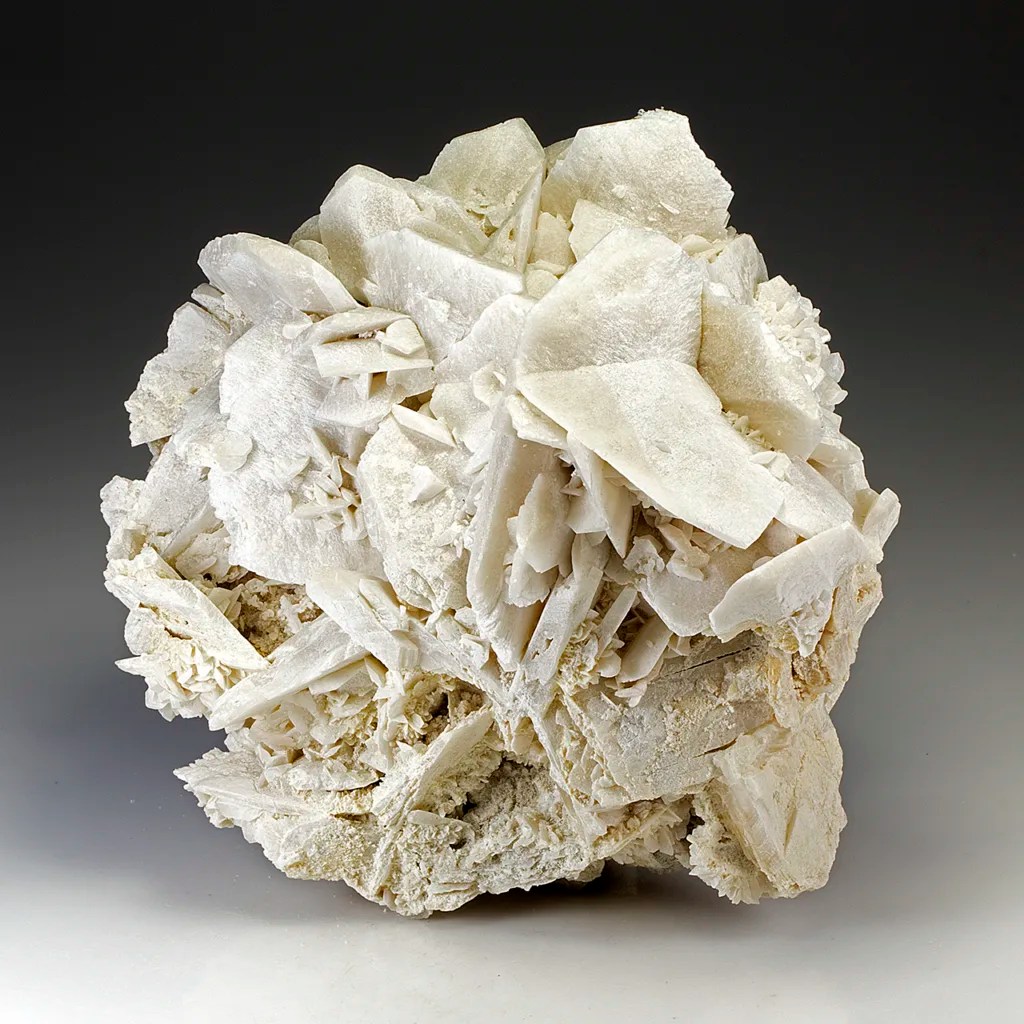
Feldspar, a group of rock-forming tectosilicate minerals, constitutes a significant portion of the Earth’s crust and plays a crucial role in various industries. The term “feldspar” encompasses several mineral species, including orthoclase, microcline, and plagioclase, each with slightly different chemical compositions but similar physical properties. These minerals are characterized by their hardness (6-6.5 on the Mohs scale), cleavage patterns, and varied colors ranging from white to pink, gray, or green.
In the ceramics industry, feldspar is an indispensable ingredient that enhances the strength, durability, and aesthetic qualities of ceramic products. When used in ceramic bodies, feldspar acts as a flux, lowering the melting temperature of the other components and promoting vitrification – the process by which the ceramic material becomes dense and glassy. This property is particularly valuable in the production of porcelain, where feldspar contributes to the material’s translucency and strength. The alumina content in feldspar also improves the product’s resistance to chemical attack and thermal shock.
The glassmaking industry benefits significantly from feldspar’s fluxing properties. By lowering the melting temperature of glass, feldspar makes the production process more energy-efficient and economical. It also contributes to the clarity and durability of the final glass product. In the production of fiberglass, feldspar helps to control the viscosity of the molten glass, ensuring proper fiber formation. The use of feldspar in glass production extends to specialized applications such as laboratory glassware and optical glass, where precise control over the material’s properties is crucial.
As a filler material, feldspar finds applications in diverse industries, including rubber, paint, and plastics manufacturing. In these contexts, feldspar improves the mechanical properties of the materials, such as tensile strength and abrasion resistance. In the paint industry, feldspar is used as an extender, improving the paint’s durability and resistance to weathering. The plastics industry utilizes feldspar to enhance the rigidity and dimensional stability of plastic products, particularly in applications requiring high-temperature resistance.
The mining and processing of feldspar represent significant economic activities in many countries. Major feldspar deposits are found in Turkey, Italy, China, and the United States. The extraction process typically involves open-pit mining, followed by crushing, screening, and sometimes flotation to separate feldspar from other minerals. The increasing demand for high-purity feldspar in advanced applications has led to the development of sophisticated beneficiation techniques to remove impurities and enhance the mineral’s properties.
Environmental considerations in feldspar mining and processing have gained importance in recent years. Dust control, water management, and land reclamation are key areas of focus for sustainable feldspar production. Additionally, research into recycling feldspar-rich waste materials from other industries, such as coal ash and waste glass, offers potential for more sustainable sourcing of this valuable mineral.
The future of feldspar in industry looks promising, with ongoing research into new applications and improved processing techniques. For instance, the development of feldspathic glass-ceramics offers potential for creating materials with enhanced mechanical and thermal properties for use in aerospace and other high-tech industries. The exploration of feldspar’s potential in 3D printing of ceramics and glass is another area of growing interest, potentially revolutionizing manufacturing processes in these sectors.
As global demand for ceramics, glass, and advanced materials continues to grow, the importance of feldspar in industry is likely to increase. This versatile mineral group, with its unique combination of properties, will continue to play a vital role in shaping the materials of our everyday lives and advancing technological innovations across various sectors.
3. Calcite (Limestone)

Calcite, a calcium carbonate mineral (CaCO3), is one of the most widely distributed minerals on Earth and forms the primary component of limestone. Its abundance and unique properties make it an invaluable resource in numerous industries, playing a crucial role in construction, agriculture, and various chemical processes. The versatility of calcite and limestone has made them indispensable materials in human civilization for thousands of years, from ancient building blocks to modern industrial applications.
In the construction industry, calcite in the form of limestone is a fundamental material. Its most significant application is in the production of cement, the key binding agent in concrete. The process involves heating limestone in kilns to produce lime (calcium oxide), which is then mixed with other materials to create cement. This cement is then used to produce concrete, the most widely used construction material in the world. The strength, durability, and versatility of concrete have enabled the construction of everything from simple structures to complex architectural marvels, bridges, and roads. The limestone industry’s impact on global construction is immense, with billions of tons of limestone extracted annually to meet the growing demand for cement and concrete.
Beyond its use in cement, limestone finds direct application in construction as a building stone. Its aesthetic appeal, durability, and workability have made it a popular choice for facades, flooring, and decorative elements in architecture throughout history. Famous structures like the Great Pyramid of Giza and many medieval cathedrals in Europe showcase the enduring quality of limestone as a building material.
In the chemical industry, calcite plays a vital role in the production of lime (calcium oxide) through a process called calcination. Lime is a crucial chemical with a wide range of industrial applications. It’s used in the production of steel, where it acts as a flux to remove impurities. In water treatment, lime is used to adjust pH levels and remove contaminants. The paper industry uses lime in the pulping process and for bleaching. Additionally, lime is essential in the production of various chemicals, including calcium carbide (used in welding and the production of acetylene), and in the treatment of industrial waste.
Agriculture benefits significantly from the use of calcite and limestone. Ground limestone, often referred to as agricultural lime or aglime, is widely used as a soil conditioner. When applied to acidic soils, it helps to neutralize the pH, creating more favorable conditions for plant growth. This pH adjustment is crucial for nutrient availability, as many essential plant nutrients are more readily absorbed by plants in a slightly acidic to neutral soil environment. Furthermore, the calcium in limestone is itself an essential plant nutrient, contributing to cell wall strength and overall plant health.
The use of limestone in agriculture extends beyond soil conditioning. It’s used in animal feed supplements, providing essential calcium for livestock. In aquaculture, limestone is used to adjust the pH of water in fish ponds, creating optimal conditions for fish growth. The agricultural applications of limestone play a vital role in global food security by enhancing crop yields and supporting animal husbandry.
Environmental applications of calcite and limestone are gaining increasing attention. In the context of acid rain mitigation, limestone is used to treat acidic water bodies and soils affected by industrial pollution. It’s also employed in flue gas desulfurization systems in power plants to reduce sulfur dioxide emissions, a major contributor to acid rain.
The mining and processing of limestone represent significant economic activities in many regions. Large-scale quarrying operations extract millions of tons of limestone annually, employing advanced technologies for extraction, crushing, and grading. The industry faces challenges in balancing economic needs with environmental concerns, leading to increased focus on sustainable quarrying practices and land reclamation efforts.
Research into new applications for calcite and limestone continues to expand their utility. For instance, the development of bioplastics incorporating calcium carbonate offers potential for more environmentally friendly packaging materials. In nanotechnology, calcite nanoparticles are being explored for applications in drug delivery systems and advanced materials.
As global construction activities continue to grow and the demand for chemical products increases, the importance of calcite and limestone in industry is set to remain significant. Their abundance, versatility, and essential role in key industries ensure that these materials will continue to be fundamental resources in shaping our built environment and supporting various industrial processes for the foreseeable future.
4. Halite (Salt)

Halite, commonly known as rock salt or sodium chloride (NaCl), is a mineral that has played a pivotal role in human civilization for thousands of years. Its importance extends far beyond its well-known use as a food seasoning, encompassing crucial applications in various industries and everyday life. The unique properties of halite, including its solubility in water and its ability to lower the freezing point of liquids, make it an invaluable resource in numerous sectors.
In the food industry, halite’s role is paramount. As table salt, it is not only a crucial seasoning that enhances the flavor of food but also an essential nutrient for human health. Sodium, one of the components of salt, is vital for maintaining proper fluid balance in the body, nerve signal transmission, and muscle function. The iodization of table salt has been a significant public health measure, helping to prevent iodine deficiency disorders worldwide. Beyond direct consumption, salt plays a critical role in food preservation. Its ability to draw out moisture from foods inhibits the growth of bacteria and other microorganisms, extending the shelf life of various products. This preservative quality has been utilized for millennia, from ancient methods of salt-curing meats and fish to modern industrial food processing techniques.
The chemical industry relies heavily on halite as a raw material for the production of various essential chemicals. One of the most important processes involving halite is the chlor-alkali process, which produces chlorine and sodium hydroxide (caustic soda). This electrolysis process separates the sodium and chlorine components of salt, creating products that are fundamental to numerous industrial applications. Chlorine is used in water treatment, disinfectants, and the production of PVC plastics. Sodium hydroxide is a crucial ingredient in the manufacturing of paper, textiles, and various cleaning products. The production of hydrochloric acid, another important industrial chemical, also relies on the chlorine derived from halite.
In the realm of water treatment, halite plays a dual role. While chlorine derived from salt is used to disinfect water supplies, salt itself is used in water softening processes. Hard water, containing high levels of calcium and magnesium, can be treated using ion-exchange systems that employ salt to remove these minerals, improving water quality for both domestic and industrial use.
The de-icing of roads in cold climates is another significant application of halite. Rock salt is spread on roads and sidewalks to lower the freezing point of water, preventing the formation of ice and improving safety for vehicles and pedestrians. This application consumes millions of tons of salt annually in regions prone to winter weather, playing a crucial role in maintaining transportation infrastructure during cold months.
In the oil and gas industry, salt plays a vital role in drilling operations. Salt-saturated drilling fluids are used to prevent the dissolution of salt formations during drilling, maintaining wellbore stability. Additionally, salt caverns created by solution mining are used for the storage of oil, natural gas, and even hydrogen, providing large-scale, cost-effective storage solutions for energy resources.
The extraction of halite involves both traditional mining techniques and solution mining. Underground mining involves the excavation of salt deposits, often leaving vast caverns that have found secondary uses, such as storage facilities or even tourist attractions. Solution mining, on the other hand, involves injecting water into salt deposits to dissolve the salt, which is then pumped to the surface and evaporated to recover the salt. Solar evaporation of seawater in salt pans is another significant source of salt, particularly in coastal regions with suitable climatic conditions.
Environmental concerns related to salt use and production are gaining increased attention. The extensive use of road salt, for instance, has been linked to the salinization of freshwater ecosystems and soil degradation. This has led to research into more environmentally friendly de-icing alternatives and improved salt application techniques. In salt production, efforts are being made to minimize the environmental impact of mining operations and to explore more sustainable extraction methods.
The future of halite in industry looks promising, with ongoing research into new applications and more efficient production methods. For example, molten salt technologies are being explored for next-generation nuclear reactors and solar thermal power plants, potentially revolutionizing energy storage and generation. Additionally, the development of salt-based batteries offers potential for large-scale energy storage solutions, crucial for the integration of renewable energy sources into power grids.
As civilization continues to evolve, the importance of halite in various aspects of life and industry remains constant. From its essential role in human nutrition to its myriad industrial applications, salt continues to be a fundamental resource shaping our world in both visible and unseen ways.
5. Bauxite (Aluminum ore)

Bauxite, the primary ore of aluminum, is a rock composed mainly of aluminum hydroxide minerals such as gibbsite, boehmite, and diaspore. Its discovery in 1821 by Pierre Berthier near the village of Les Baux in southern France marked the beginning of the modern aluminum industry. Today, bauxite plays a crucial role in the global economy, serving as the foundation for aluminum production, which has applications in virtually every sector of modern industry.
The importance of bauxite lies primarily in its role as the source of aluminum, a metal prized for its lightweight, corrosion-resistant properties, and versatility. The process of extracting aluminum from bauxite, known as the Bayer process, involves treating the ore with sodium hydroxide at high temperature and pressure to dissolve the aluminum-containing minerals. The resulting solution is filtered to remove impurities, and then the dissolved aluminum is precipitated out as aluminum hydroxide, which is finally calcined to produce aluminum oxide (alumina). This alumina is then electrolytically reduced to metallic aluminum through the Hall-Héroult process.
The aluminum produced from bauxite finds extensive use in various industries. In the transportation sector, aluminum’s lightweight nature makes it ideal for improving fuel efficiency in automobiles, aircraft, and spacecraft. The aerospace industry, in particular, relies heavily on aluminum alloys for aircraft fuselages, wings, and other components, where the combination of strength and low weight is crucial. In the automotive industry, the trend towards lighter vehicles to improve fuel efficiency and reduce emissions has led to increased use of aluminum in car bodies, engine blocks, and other components.
The construction industry is another significant consumer of aluminum derived from bauxite. Aluminum’s corrosion resistance, lightweight nature, and aesthetic appeal make it an ideal material for building facades, window frames, roofing, and structural components. Its use in construction contributes to energy-efficient buildings, as aluminum reflects heat and can be easily formed into complex shapes for optimal thermal performance. The metal’s durability and low maintenance requirements further enhance its appeal in architectural applications.
In the electrical sector, aluminum’s excellent conductivity-to-weight ratio makes it a preferred material for power transmission lines. Aluminum conductors are widely used in both overhead and underground power distribution systems, offering a cost-effective alternative to copper. The increasing global demand for electricity and the expansion of power grids in developing countries continue to drive the demand for aluminum in this sector.
The electronics industry also relies heavily on aluminum. From heat sinks in computers and smartphones to casings for various electronic devices, aluminum’s thermal conductivity and electromagnetic shielding properties make it an essential component in modern electronics. As the demand for smaller, more powerful electronic devices grows, so does the need for efficient heat management solutions, further cementing aluminum’s role in this sector.
Bauxite mining and aluminum production have significant economic impacts on a global scale. Major bauxite-producing countries include Australia, China, Guinea, Brazil, and India. The mining operations provide employment and contribute substantially to the economies of these nations. However, bauxite mining also faces environmental challenges, including deforestation, soil erosion, and water pollution. Sustainable mining practices and rehabilitation efforts are increasingly being implemented to mitigate these impacts.
The aluminum industry’s focus on sustainability has led to increased efforts in recycling and improving energy efficiency in production processes. Recycling aluminum requires only about 5% of the energy needed to produce primary aluminum from bauxite, making it an environmentally attractive option. Many countries have implemented comprehensive aluminum recycling programs, significantly reducing the need for primary aluminum production.
Research and development in the aluminum industry continue to push the boundaries of the metal’s capabilities. New aluminum alloys are being developed for specific applications, such as high-strength alloys for aerospace or corrosion-resistant alloys for marine environments. Advancements in production technologies aim to reduce energy consumption and emissions in the aluminum smelting process, addressing one of the industry’s main environmental challenges.
The future of bauxite and aluminum looks promising, with growing demand expected from emerging economies and new applications in sustainable technologies. For instance, aluminum’s role in lightweight vehicles is likely to expand as the automotive industry shifts towards electric and more fuel-efficient vehicles. In the renewable energy sector, aluminum is crucial for solar panel frames and wind turbine components, contributing to the growth of clean energy technologies.
However, the industry also faces challenges, including the need to secure long-term bauxite supplies, manage environmental impacts, and compete with alternative materials in certain applications. The development of alternative aluminum production methods, such as those using clay or recycled materials as feedstock, is an area of ongoing research that could reshape the industry in the future.
In conclusion, bauxite, as the primary source of aluminum, plays a vital role in numerous industries and aspects of modern life. Its importance extends far beyond its direct applications, influencing global economics, technological advancements, and environmental considerations. As the world continues to evolve, the aluminum industry, rooted in bauxite mining, will undoubtedly adapt and innovate to meet changing needs and challenges, maintaining its position as a cornerstone of industrial and technological progress.
6. Gypsum
Gypsum, a soft sulfate mineral composed of calcium sulfate dihydrate (CaSO4·2H2O), is a versatile and widely used material that plays a crucial role in various industries, particularly in construction and agriculture. Its unique properties, including its ability to be easily ground into a fine powder and its capacity to absorb and release water, make it an invaluable resource in numerous applications.
In the construction industry, gypsum is perhaps best known as the main component of drywall or plasterboard, a material that has revolutionized interior construction. Drywall, consisting of a layer of gypsum plaster sandwiched between two layers of paper, offers a lightweight, fire-resistant, and easily installed alternative to traditional plaster walls. The production of drywall involves calcining gypsum to remove part of the chemically bound water, creating a hemihydrate (CaSO4·½H2O) known as plaster of Paris. When water is added to this plaster, it rehydrates and sets, forming a rigid panel. The ease of installation and finishing of drywall has significantly reduced construction time and costs in both residential and commercial buildings.
Beyond drywall, gypsum plays a vital role in other aspects of construction. It is used in the production of cement, where it acts as a setting regulator, controlling the rate at which cement hardens. Without gypsum, cement would set too quickly, making it difficult to work with. In plaster and stucco applications, gypsum-based products provide smooth finishes for walls and decorative elements. The fire-resistant properties of gypsum make it an important component in fire-protection systems, where gypsum-based products are used to create fire-resistant barriers in buildings.
In agriculture, gypsum serves multiple purposes as a soil amendment. Its ability to supply calcium and sulfur, two essential plant nutrients, makes it valuable for crop production. Gypsum can improve soil structure, particularly in clay soils, by promoting flocculation of soil particles, which enhances water infiltration and root penetration. This property makes gypsum effective in treating compacted soils and in reclaiming sodic (high sodium) soils. In areas where soil acidity is a problem, gypsum can be used as an alternative to lime, providing calcium without altering soil pH.
The use of gypsum in agriculture extends to specialized applications. In organic farming, natural gypsum is approved as a fertilizer and soil conditioner. In the wine industry, gypsum is used to reduce acidity in wines. It’s also used in mushroom cultivation as a casing material, providing a suitable environment for mushroom growth.
The industrial applications of gypsum are diverse. In the food industry, gypsum is used as a coagulating agent in tofu production and as a clarifying agent in beer brewing. The pharmaceutical industry uses high-purity gypsum in the production of tablets as a diluent. In the paper industry, gypsum is used as a filler and coating pigment, improving the paper’s brightness and printability.
Gypsum mining and processing constitute significant industrial activities. Major gypsum deposits are found in many countries, including the United States, China, Iran, and Thailand. The mining process typically involves open-pit extraction, followed by crushing and screening. For higher-purity applications, additional processing steps may be required. The gypsum industry has made significant strides in sustainability, with increased focus on recycling and energy efficiency in production processes.
The recycling of gypsum from construction and demolition waste is an area of growing importance. Recycled gypsum can be used to produce new drywall or as a soil amendment, reducing the demand for virgin gypsum and minimizing waste sent to landfills. This recycling process aligns with circular economy principles and helps reduce the environmental impact of the construction industry.
Research and development in gypsum applications continue to expand its utility. For instance, the development of lightweight gypsum composites offers potential for improved thermal and acoustic insulation in buildings. In agriculture, ongoing research explores the use of gypsum in precision agriculture techniques, optimizing its application for specific soil conditions and crop needs.
The future of gypsum in industry looks promising, with growing demand expected from the construction sector, particularly in developing economies. The material’s role in sustainable building practices, including its contribution to energy-efficient construction and its recyclability, positions it well in the context of increasing environmental awareness.
However, the gypsum industry also faces challenges, including the need to reduce energy consumption in production processes and to compete with alternative materials in certain applications. The development of synthetic gypsum, a byproduct of flue gas desulfurization in coal-fired power plants, offers an alternative source that helps address both waste management and raw material supply issues.
In conclusion, gypsum’s versatility and abundance make it a crucial material in modern industry and agriculture. Its applications range from the walls of our homes to the fields where our food is grown, demonstrating its pervasive influence on our daily lives. As industries continue to evolve and prioritize sustainability, gypsum’s role is likely to adapt and expand, maintaining its significance in construction, agriculture, and various industrial processes.
7. Graphite

Graphite, a crystalline form of carbon, is a mineral that has been known and used for centuries, but its importance in modern industry and technology has grown exponentially in recent decades. Its unique combination of properties, including high electrical and thermal conductivity, chemical inertness, and lubricating qualities, makes it an invaluable material in a wide range of applications, from the humble pencil to cutting-edge energy storage technologies.
One of the most familiar uses of graphite is in pencils, where it has been employed since the 16th century. The ability of graphite to leave a mark on paper without being consumed quickly made it an ideal writing material. In modern pencil production, graphite is mixed with clay to achieve different hardness levels, allowing for a variety of drawing and writing applications. While this use may seem simple, it underscores graphite’s fundamental property of easy shearing along its layered structure, a characteristic that is crucial in many of its more advanced applications.
In industrial applications, graphite’s lubricating properties are extensively utilized. Its layered structure allows graphite particles to slide over one another easily, reducing friction between moving parts. This makes graphite an excellent dry lubricant, particularly useful in environments where liquid lubricants would be impractical, such as in high-temperature applications or in the presence of strong oxidizing agents. Graphite-based lubricants are used in various industries, including automotive, aerospace, and heavy machinery.
The electrical conductivity of graphite makes it an essential material in the production of electrodes. Graphite electrodes are used in electric arc furnaces for steel production, in the electrolysis process for aluminum production, and in various electrochemical processes. The ability of graphite to withstand high temperatures and conduct electricity efficiently makes it ideal for these applications. In the rapidly growing field of energy storage, graphite plays a crucial role as an anode material in lithium-ion batteries. The layered structure of graphite allows for the intercalation of lithium ions, enabling the efficient storage and release of electrical energy. As the demand for electric vehicles and renewable energy storage solutions increases, so does the importance of graphite in the global energy landscape.
In nuclear reactors, graphite serves as a neutron moderator, helping to control the speed of neutrons and maintain the nuclear fission reaction. Its ability to withstand high temperatures and radiation while slowing down neutrons makes it an ideal material for this critical application. The use of graphite in nuclear reactors has been a subject of extensive research and development, particularly in the context of next-generation reactor designs.
The thermal properties of graphite are exploited in various heat management applications. Its high thermal conductivity, combined with its ability to withstand extreme temperatures, makes it useful in the production of crucibles, molds for metal casting, and heat sinks for electronic devices. In aerospace applications, graphite composites are used in heat shields for spacecraft re-entry, where they protect the vehicle from the extreme temperatures generated during atmospheric re-entry.
The growing field of nanotechnology has opened up new frontiers for graphite, particularly in the form of graphene – single-layer sheets of graphite. Graphene, first isolated in 2004, has extraordinary properties, including incredible strength, flexibility, and electrical conductivity. While still in the early stages of commercial application, graphene holds promise for revolutionizing various fields, from electronics to medicine.
Graphite mining and processing are significant industries, with major deposits found in countries such as China, Brazil, and Canada. The extraction and processing of graphite involve various methods depending on the type of deposit and the intended application. Environmental considerations in graphite mining have gained increased attention, particularly as demand grows for battery-grade graphite. Sustainable mining practices and the development of synthetic graphite production methods are areas of ongoing research and development.
The recycling of graphite, particularly from end-of-life lithium-ion batteries, is an emerging field that addresses both environmental concerns and the need for sustainable sourcing of this critical material. As the demand for graphite in energy storage applications continues to grow, efficient recycling processes will become increasingly important.
Research into new applications for graphite continues to expand its utility. For instance, graphite foams are being developed for advanced thermal management systems, offering potential for improved cooling in electronics and aerospace applications. In the field of water purification, graphene-based membranes show promise for efficient desalination and contaminant removal.
As global demand for clean energy technologies and advanced materials increases, the importance of graphite in industry is set to grow. Its role in energy storage, particularly in the context of the transition to electric vehicles and renewable energy, positions graphite as a critical material for the future. However, challenges remain, including ensuring sustainable and ethical sourcing, developing more efficient production and processing methods, and continuing to innovate in graphite-based materials and applications.
In conclusion, graphite’s versatility and unique properties make it an indispensable material in modern industry and technology. From its traditional use in pencils to its critical role in energy storage and advanced materials, graphite continues to shape our technological landscape. As we move towards a more sustainable and technologically advanced future, the importance of graphite is likely to increase, driving further innovation and development in its production, processing, and application.
8. Hematite (Iron ore)

Hematite, a mineral form of iron(III) oxide (Fe2O3), is one of the most important and abundant sources of iron ore on Earth. Its significance in human civilization cannot be overstated, as it has been the primary source of iron for thousands of years, playing a crucial role in the development of technology and industry. The name “hematite” comes from the Greek word for blood, “haima,” due to its red color when powdered.
The most significant application of hematite is in the production of steel, which is fundamental to modern infrastructure, transportation, and manufacturing. The process of extracting iron from hematite involves smelting the ore in blast furnaces, where it is heated with coke and limestone. This process reduces the iron oxide to metallic iron, which is then further refined and alloyed to produce various grades of steel. The importance of steel in construction, automotive manufacturing, shipbuilding, and countless other industries underscores the critical role of hematite in the global economy.
In the construction industry, steel derived from hematite is used in the fabrication of structural components for buildings, bridges, and other infrastructure projects. The strength, durability, and versatility of steel make it an indispensable material in modern construction. From the reinforcing bars in concrete structures to the beams and columns of skyscrapers, steel is omnipresent in the built environment. The ability to recycle steel without loss of quality further enhances its sustainability credentials, making it a material of choice for environmentally conscious construction practices.
The automotive industry is another major consumer of steel produced from hematite. Vehicle bodies, chassis components, and engine parts all rely on various grades of steel for their strength, safety, and performance characteristics. As the automotive industry evolves towards more fuel-efficient and electric vehicles, the demand for high-strength, lightweight steels continues to drive innovation in steel production and processing technologies.
In the energy sector, steel plays a vital role in the infrastructure for both traditional and renewable energy sources. Oil and gas pipelines, offshore drilling platforms, wind turbine towers, and solar panel support structures all depend on steel components. The corrosion resistance and strength of certain steel alloys make them particularly suitable for these demanding applications.
Beyond its use in steel production, hematite finds applications in various other industries. In the pigment industry, finely ground hematite is used to produce red and brown pigments for paints, coatings, and ceramics. These pigments are valued for their color stability and resistance to weathering. In the jewelry industry, polished hematite is used as a gemstone, prized for its metallic luster and durability.
The mining of hematite is a significant global industry, with major deposits found in countries such as Australia, Brazil, China, and Russia. The extraction methods vary depending on the nature of the deposit, ranging from open-pit mining for large, near-surface deposits to underground mining for deeper ore bodies. The environmental impact of iron ore mining has been a subject of increasing concern, leading to efforts to improve sustainability in mining practices, including land rehabilitation, water management, and reduction of greenhouse gas emissions.
The processing of hematite ore involves several stages, including crushing, screening, and beneficiation to increase the iron content. Advanced processing techniques, such as pelletizing and sintering, are used to prepare the ore for use in blast furnaces. These processes aim to improve the efficiency of iron extraction and reduce energy consumption in steelmaking.
Research and development in the iron and steel industry continue to focus on improving energy efficiency and reducing environmental impact. Technologies such as direct reduced iron (DRI) and electric arc furnaces offer alternatives to traditional blast furnace steelmaking, potentially reducing carbon emissions. The development of hydrogen-based steelmaking processes is an area of active research, aiming to further decarbonize the industry.
The recycling of steel is a crucial aspect of the industry’s sustainability efforts. Steel is one of the most recycled materials globally, with scrap steel being an important feedstock for new steel production. This recycling reduces the demand for virgin iron ore and significantly lowers the energy requirements and carbon emissions associated with steel production.
As the world transitions towards a more sustainable future, the role of hematite and steel in the global economy is evolving. While traditional applications in construction and manufacturing remain crucial, new opportunities are emerging in the context of green technologies and circular economy principles.
In the renewable energy sector, steel derived from hematite plays a vital role in the infrastructure for wind and solar power. Wind turbine towers, which can reach heights of over 100 meters, require significant amounts of high-strength steel to withstand the forces they are subjected to. Similarly, the frames and support structures for solar panels rely on steel for their durability and strength. As these renewable energy technologies continue to scale up, the demand for steel in this sector is expected to grow substantially.
The development of electric vehicles (EVs) presents both challenges and opportunities for the steel industry. While EVs typically use less steel than traditional internal combustion engine vehicles due to the absence of a large engine block, they require high-strength steels for safety and performance. The need for lightweight materials to extend battery range is driving innovation in advanced high-strength steels, which offer improved strength-to-weight ratios.
In the field of energy storage, steel plays a crucial role in the infrastructure for large-scale battery systems. Grid-scale energy storage facilities, which are becoming increasingly important for balancing renewable energy sources, require robust steel structures to house and protect the battery units. Additionally, the production of certain types of batteries, such as flow batteries, involves the use of steel components.
The growing focus on sustainable urban development is also influencing the use of steel derived from hematite. Green building practices often incorporate steel due to its recyclability and the potential for prefabrication, which can reduce construction waste and improve energy efficiency. Steel-framed buildings can be designed for easy disassembly and reuse, aligning with circular economy principles.
In the realm of transportation infrastructure, steel continues to be essential for the construction of bridges, railways, and ports. As countries invest in upgrading their infrastructure to meet modern needs and withstand the impacts of climate change, the demand for high-quality steel is likely to increase. Innovations in steel production and design are enabling the creation of more durable and resilient infrastructure.
The steel industry is also at the forefront of efforts to decarbonize heavy industry. Research into carbon capture and storage (CCS) technologies for steel plants is ongoing, with the potential to significantly reduce the carbon footprint of steel production. Additionally, the development of hydrogen-based steelmaking processes, where hydrogen replaces coal as the reducing agent for iron ore, offers a pathway to nearly carbon-neutral steel production in the future.
The recycling and reuse of steel are becoming increasingly sophisticated, with advanced sorting and processing technologies enabling the recovery of high-quality scrap from complex products. This trend towards a more circular steel economy not only reduces the demand for virgin iron ore but also significantly lowers the energy requirements and carbon emissions associated with steel production.
In the field of nanotechnology, iron oxide nanoparticles derived from hematite are finding applications in various cutting-edge technologies. These nanoparticles are being researched for use in medical imaging, drug delivery systems, and environmental remediation. The magnetic properties of hematite nanoparticles make them particularly interesting for applications in data storage and spintronics.
The global trade in iron ore, primarily in the form of hematite, continues to be a significant factor in international economics and geopolitics. Major iron ore producing countries like Australia and Brazil play crucial roles in the global supply chain, and fluctuations in iron ore prices can have far-reaching economic impacts. As countries strive for resource security, there is increasing interest in developing domestic iron ore resources and investing in alternative technologies like scrap-based steel production.
Environmental considerations are driving innovation in mining and processing techniques for hematite. Water-conserving technologies, dry processing methods, and more efficient beneficiation processes are being developed to reduce the environmental footprint of iron ore mining. Additionally, there is growing interest in the recovery of other valuable minerals that often occur alongside hematite, such as rare earth elements, to maximize the value extracted from mining operations.
Looking to the future, the role of hematite and steel in the global economy is likely to remain crucial, even as it adapts to new technological and environmental imperatives. The development of “smart” steels with enhanced properties, the integration of digital technologies in steel production, and the continued push towards more sustainable practices will shape the industry in the coming decades.
In conclusion, hematite, as the primary source of iron for steel production, continues to be a cornerstone of global industry and infrastructure. Its importance extends far beyond traditional applications, playing a vital role in the transition to a more sustainable and technologically advanced future. As the world grapples with the challenges of climate change, urbanization, and technological transformation, the versatility and ubiquity of steel ensure that hematite will remain a critical resource in shaping our world for generations to come.
9. Copper
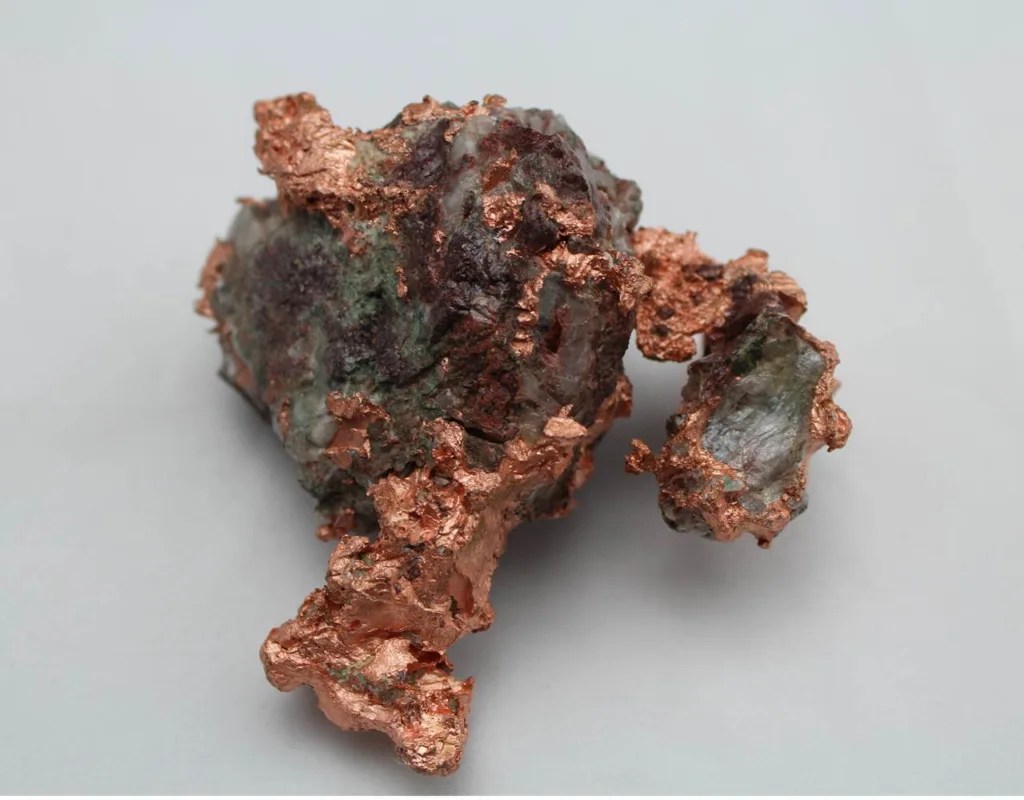
Copper, a reddish-brown metal with the chemical symbol Cu, has been an integral part of human civilization for thousands of years. Its discovery and use date back to prehistoric times, making it one of the oldest metals utilized by humans. Today, copper continues to play a crucial role in various industries due to its excellent electrical and thermal conductivity, corrosion resistance, and malleability.
The most significant application of copper is in electrical wiring and electronics. Copper’s superior electrical conductivity, second only to silver among metals, makes it the material of choice for electrical wiring in buildings, power generation and transmission, and electronic devices. The global electrification trend, driven by urbanization and the increasing use of electronic devices, continues to fuel the demand for copper. In power distribution, copper wires and cables form the backbone of electrical grids, enabling efficient transmission of electricity over long distances.
In the rapidly evolving field of renewable energy, copper plays a vital role. Solar panels and wind turbines require significant amounts of copper for their electrical components and wiring. Electric vehicles (EVs) use substantially more copper than traditional internal combustion engine vehicles, primarily in their batteries, windings, and charging infrastructure. As the world transitions towards cleaner energy sources and electric mobility, the demand for copper is expected to rise significantly.
The electronics industry relies heavily on copper for various components. Printed circuit boards, which form the basis of most electronic devices, use copper for their conductive tracks. Copper is also used in semiconductor packages, connectors, and heat sinks. The ongoing miniaturization of electronic devices and the development of 5G technology are driving innovations in copper usage, including the development of ultra-thin copper foils and advanced copper alloys.
In construction, copper finds numerous applications beyond electrical wiring. Its corrosion resistance and aesthetic appeal make it a popular choice for roofing, gutters, and architectural details. Copper pipes have long been used in plumbing systems due to their durability and natural antimicrobial properties. In recent years, the use of copper in building design has expanded to include antimicrobial touch surfaces in hospitals and public spaces, leveraging copper’s ability to kill bacteria and viruses on contact.
The telecommunications industry relies on copper for both traditional landline networks and modern fiber optic systems. While fiber optics have largely replaced copper for long-distance data transmission, copper remains crucial for “last mile” connections and in-building wiring. Coaxial cables, which use copper conductors, continue to be widely used for cable television and internet connections.
In industrial applications, copper’s thermal conductivity makes it invaluable in heat exchangers, radiators, and cooling systems. Its corrosion resistance is utilized in marine environments, where copper alloys like brass and bronze are used for ship propellers, underwater fasteners, and desalination plants. The chemical industry uses copper in various catalysts and as a raw material in the production of other chemicals.
Copper mining and processing constitute significant global industries. Major copper deposits are found in countries such as Chile, Peru, China, and the United States. The extraction of copper involves both open-pit and underground mining, followed by concentration through flotation and smelting to produce copper anodes. These anodes are then electrolytically refined to produce high-purity copper cathodes. The environmental impact of copper mining and processing has led to increased focus on sustainable practices, including water management, energy efficiency, and the reclamation of mining sites.
Recycling plays a crucial role in the copper industry. Copper can be recycled indefinitely without loss of quality, making it a key material in the circular economy. The recycling of copper from end-of-life products not only conserves natural resources but also requires significantly less energy compared to primary production from ore.
Research and development in copper technologies continue to expand its applications. Nanotechnology is opening new frontiers, with copper nanoparticles showing promise in fields such as catalysis, sensors, and antimicrobial coatings. In the field of electronics, research into copper-based semiconductors offers potential alternatives to traditional silicon-based technologies.
The global copper market is influenced by various factors, including economic growth, technological advancements, and geopolitical considerations. As an essential industrial metal, copper prices are often seen as an indicator of global economic health, earning it the nickname “Dr. Copper” in financial circles.
Looking to the future, copper’s role in the transition to a low-carbon economy is likely to be significant. The metal’s importance in renewable energy systems, electric vehicles, and energy-efficient technologies positions it as a critical material for sustainable development. However, challenges remain, including the need to develop new copper deposits to meet growing demand, improve the efficiency of extraction and processing, and address the environmental impacts of mining.
In conclusion, copper’s versatility, conductivity, and durability ensure its continued importance in modern industry and technology. From powering our homes and devices to enabling the green energy transition, copper remains a fundamental material shaping our world. As we move towards a more sustainable and technologically advanced future, the importance of copper is likely to grow, driving innovation in its production, processing, and application across various sectors.
10. Talc

Talc, a hydrated magnesium silicate mineral with the chemical formula Mg3Si4O10(OH)2, is one of the softest minerals known, ranking 1 on the Mohs scale of mineral hardness. This unique property, along with its chemical inertness, low electrical conductivity, and high thermal stability, makes talc an invaluable material in various industries. From personal care products to industrial applications, talc’s versatility has ensured its widespread use for centuries.
In the personal care and cosmetics industry, talc is perhaps best known as the primary ingredient in talcum powder. Its ability to absorb moisture, reduce friction, and provide a smooth feel makes it ideal for use in body powders, baby powders, and various cosmetic products. Talc is used in foundations, eye shadows, blushes, and other makeup products to improve texture, adherence, and oil absorption. However, concerns about potential contamination with asbestos in some talc sources have led to increased scrutiny and the development of alternative materials in some applications.
The pharmaceutical industry utilizes talc as an excipient in tablet and capsule formulations. Its lubricating properties help in the manufacturing process, preventing tablets from sticking to equipment and improving flow in tablet presses. Talc is also used as a glidant, improving the flow properties of powders in pharmaceutical processing. Its inert nature makes it suitable for use in various medicinal preparations, including antacids and medicated powders.
In the paper industry, talc plays a crucial role as a filler and coating pigment. When used as a filler, talc improves the paper’s opacity, brightness, and printability. As a coating pigment, it enhances the paper’s surface smoothness and ink receptivity. The use of talc in paper production can also help reduce the amount of wood pulp required, contributing to more sustainable paper manufacturing practices.
The plastics industry is another significant consumer of talc. As a filler in thermoplastics, talc improves stiffness, dimensional stability, and resistance to heat distortion. It is particularly useful in automotive plastics, where it enhances the mechanical properties of components such as dashboards, bumpers, and under-the-hood parts. In polypropylene, talc acts as a nucleating agent, improving the crystallization process and resulting in stronger, more uniform products.
In the ceramics industry, talc is used as a raw material in the production of various ceramic bodies and glazes. Its low shrinkage and high thermal shock resistance make it valuable in the manufacture of tiles, sanitaryware, and technical ceramics. Talc’s ability to promote the formation of cordierite, a material with very low thermal expansion, makes it crucial in the production of catalytic converters and other high-temperature ceramic applications.
The paint industry utilizes talc as an extender and functional filler. It improves the paint’s durability, scrub resistance, and matting properties. In marine and protective coatings, talc enhances corrosion resistance and acts as a barrier pigment. Its lamellar structure contributes to improved weathering resistance in exterior paints.
In the rubber industry, talc is used as a dusting agent to prevent rubber products from sticking together during manufacturing and storage. It also serves as a functional filler in rubber compounds, improving tear resistance and reducing gas permeability in products such as tires and rubber seals.
The food industry employs talc as an anti-caking agent in various food products, including table salt, spices, and powdered foods. Its use in food applications is regulated and must meet specific purity standards to ensure safety.
Talc mining and processing are significant industries, with major deposits found in countries such as China, India, the United States, and Finland. The extraction of talc typically involves open-pit mining, followed by crushing, grinding, and classification to produce various grades of talc for different applications. Environmental considerations in talc mining have led to increased focus on sustainable practices, including water management and land reclamation efforts.
Research and development in talc applications continue to expand its utility. For instance, the development of surface-modified talc particles offers potential for improved performance in polymer composites and advanced coating systems. In the field of nanotechnology, talc nanoparticles are being explored for applications in drug delivery systems and as reinforcing agents in nanocomposites.
The talc industry faces challenges related to concerns about potential asbestos contamination in some talc deposits. This has led to increased regulatory scrutiny and the development of more rigorous testing and quality control measures. Some companies have opted to replace talc with alternative materials in certain products, particularly in the personal care sector.
Looking to the future, the role of talc in industry is likely to evolve with changing consumer preferences and technological advancements. While traditional applications in personal care products may face challenges, new opportunities are emerging in advanced materials and sustainable technologies. The development of synthetic talc and the exploration of talc’s potential in emerging fields such as 3D printing and energy storage materials may open new avenues for this versatile mineral.
In conclusion, talc’s unique combination of properties ensures its continued importance in various industries. From its familiar use in personal care products to its crucial role in advanced industrial applications, talc remains a versatile and valuable mineral resource. As industries continue to innovate and adapt to new challenges, talc’s applications are likely to evolve, maintaining its significance in the industrial landscape for years to come.